
We purchase logs and cut them in our sawmill. This enables us to stay in control of the quality from the very start of the production process and to respond flexibly to requirements for atypical dimensions.
Before entry into the optimization line, we measure the moisture content of every board using an automatic measuring system and discard any non-compliant material. No moist or overdried material leaves our plant.
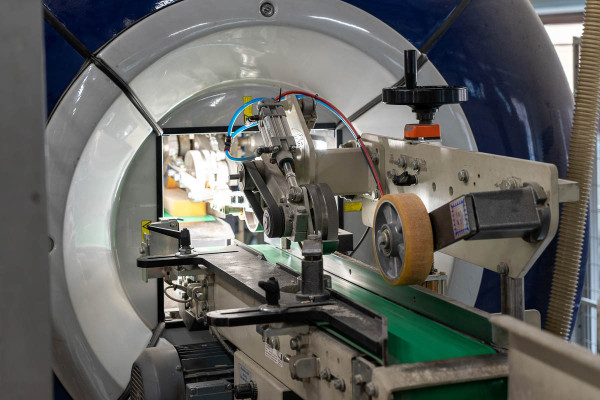
An optical system (scanner) is used for cutting out defects and for length optimisation – this completely eliminates the human factor. We achieve high and consistent quality at a maximum yield.








 Fotogalerie
Fotogalerie